Plaque bimétallique Cco de rechargement plaqué résistant à l'usure/à l'abrasion en carbure de chrome
Plaques d'acier bimétalliques revêtues résistantes à l'usure et à l'abrasion recouvertes de carbure de chrome La plaque
Description
Informations de base
| Modèle NON. | HART-P-100 |
| Matériel | Acier |
| Taper | Haute fréquence |
| Matériel de base | Q235B, Q345b |
| Couche de rechargement | Alliage de chrome et de carbone à base de Fe |
| Description de l'alliage | Fer au carbure de chrome complexe |
| Dureté du carbure | HRC≥58HRC |
| Forfait transport | Cadre en acier ou comme paquet requis |
| spécification | Epaisseur du stock : De 3+3 à 30+30mm |
| Marque déposée | Industrie HART |
| Origine | Shandong, Chine |
| Code SH | 7210500000 |
| Capacité de production | 1000 pièces par mois |
Description du produit

Plaques d'acier bimétalliques plaquées résistantes à l'usure et à l'abrasion recouvertes de carbure de chrome
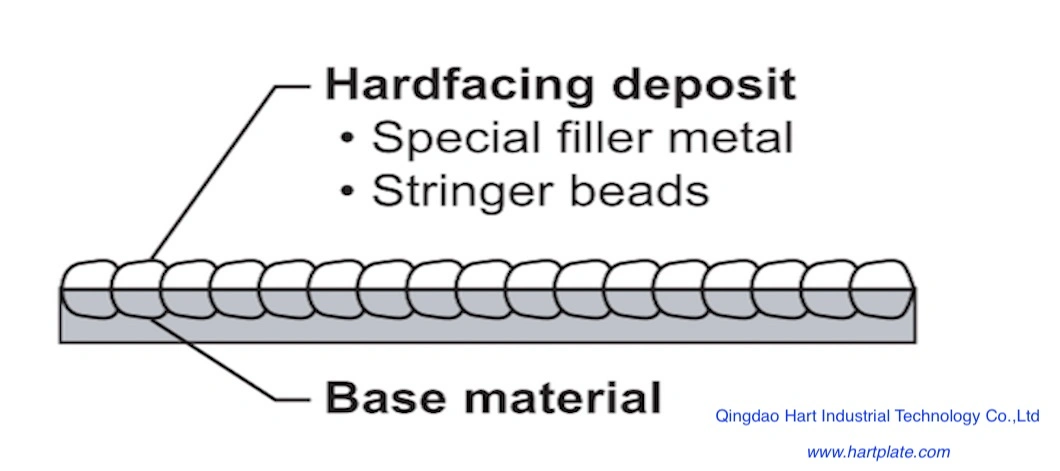
La plaque HART est fabriquée en déposant des matériaux riches en chrome et résistants à l'abrasion sur une plaque de base en acier doux à l'aide d'un procédé de soudage à l'arc traditionnel. Ce produit est généralement appelé plaque de recouvrement en carbure de chrome (CCO) sur le marché. Le revêtement de rechargement dur convient aux applications d'usure abrasive et d'impact sévères. Qingdao HART Industrial Technology a été créée en 2003, elle a une longue histoire de fourniture de solutions d'usure innovantes et de produits d'usure de classe mondiale.
Le produit à rechargement dur ultime pour votre application dépend du matériau - qu'il s'agisse de roche, de sable, de gravier ou d'une autre substance - frappant ou glissant le long de la surface de votre pièce d'usure. Cela dépend également de l'angle et de la vitesse d'impact ainsi que de la température de fonctionnement.
| NON | ARTICLE DE PRODUIT | DESCRIPTION | APPLICATION |
| 1 | HART-P-200 | Plaque de recouvrement en carbure de chrome | Usure coulissante |
| 2 | HART-P-100 | Plaque de recouvrement en carbure de chrome | Usure par glissement sévère |
| 3 | HART-P-80 | Plaque de recouvrement en carbure complexe | Usure glissante extrême |

[Spécification technique du HART-P-100]
1. Matériau de base :
ASTM A36(Q235B), ASTM A529A(Q345B), l'autre acier soudable est facultatif ;
Épaisseur du socle : 3 à 30 mm
2. Couche de rechargement :
Alliage chrome-carbone à base de Fe (austénite)
Dureté apparente : >630HV
Dureté moyenne : >55HRC
Épaisseur de couche : 3 à 30 mm
3. Procédés de soudage :
Soudage à l'arc ouvert avancé et soudage à l'arc submergé
4. Description de l'alliage :
Fer au carbure de chrome austénitique (fer blanc au chrome)
5. Dureté du carbure :
>1500HV
6. Fraction volumique de carbure :
>30 %
7. Composition chimique :
Carbone : 3-6 %
Chrome : 18-34 %
* Les différents alliages à utiliser dépendent des différentes conditions de fonctionnement et applications.
| Épais | C % | Cr% | Mn% | Et% | CRH | |
| 3 sur 3 | 3~4 | 18 ~ 20 | 0.5~1 | 0.5~1 | 56 ~ 58 | |
| 3 sur 4 | 3~4 | 18 ~ 20 | 0.5~1 | 0.5~1 | 56 ~ 58 | |
| 3 sur 5 | 3~4 | 18 ~ 22 | 0.5~1 | 0.5~1 | 58 ~ 60 | |
| 3 sur N | 3.5~4.5 | 20 ~ 25 | 0.5~1 | 0.5~1 | 58 ~ 62 | N>5 |
| 4 sur N | 3.5~4.5 | 20 ~ 25 | 0.5~1 | 0.5~1 | 58 ~ 62 | |
| 5 sur N | 4~6 | 23 ~ 25 | 0.5~1 | 0.5~1 | 58 ~ 62 | |
| 6 sur N | 4~6 | 24 ~ 28 | 0.5~1 | 0.5~1 | 58 ~ 62 | |
| 7 sur N | 4.5~6 | 24 ~ 28 | 0.5~1 | 0.5~1 | 58 ~ 62 | |
| 8 sur N | 4.5~6 | 24 ~ 28 | 0,5 ~ 1,5 | 0.5~1 | 58 ~ 62 | |
| 9 sur N | 5~6 | 26 ~ 30 | 0,5 ~ 1,5 | 0.5~1 | 60 ~ 64 | |
| 10 sur N | 5~6 | 26 ~ 30 | 0,5 ~ 1,5 | 0.5~1 | 60 ~ 64 | |
| 11 sur N | 5~6 | 26 ~ 30 | 0,5 ~ 1,5 | 0.5~1 | 60 ~ 64 | |
| 12 sur N | 5~6 | 26 ~ 34 | 0,5 ~ 1,5 | 0.5~1 | 60 ~ 64 | |
| N sur N | 5~6 | 26 ~ 34 | 0.5~2 | 0.5~1 | 60 ~ 64 | N>12 |
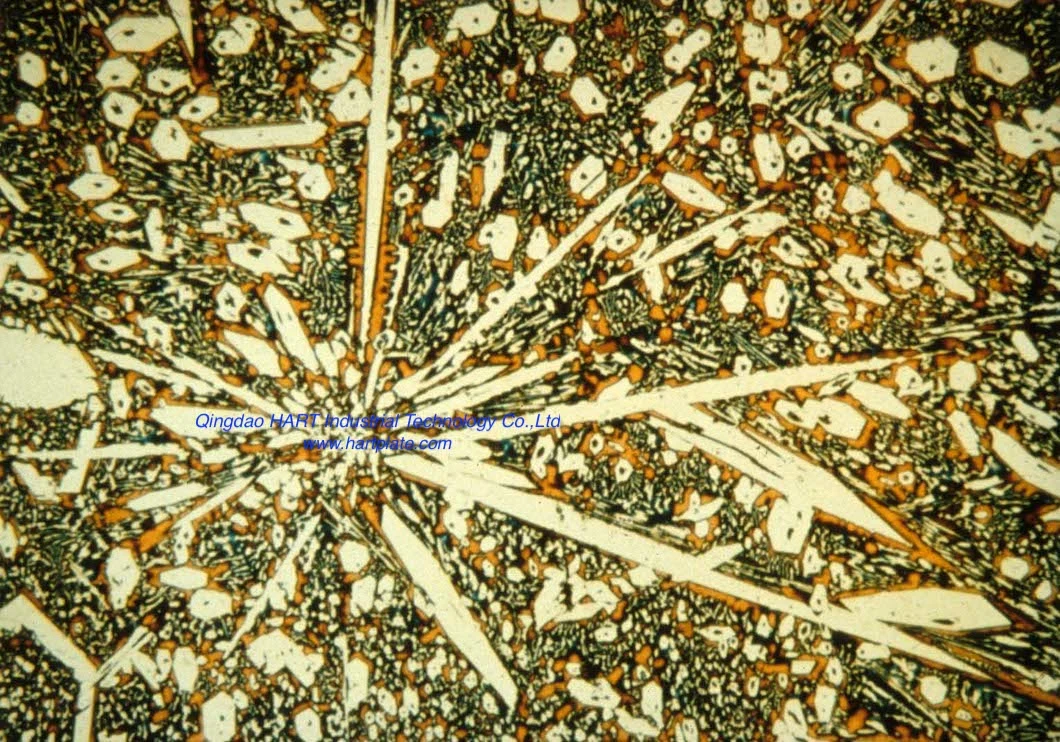
8. Microstructure :
Composé d'une forte proportion de carbures primaires extrêmement durs riches en chrome M7C3 dispersés dans une matrice d'austénite eutectique ductile.
Maintient 30% à 50% de carbures primaires pour fournir une bonne résistance à l'usure et un collage homogène.
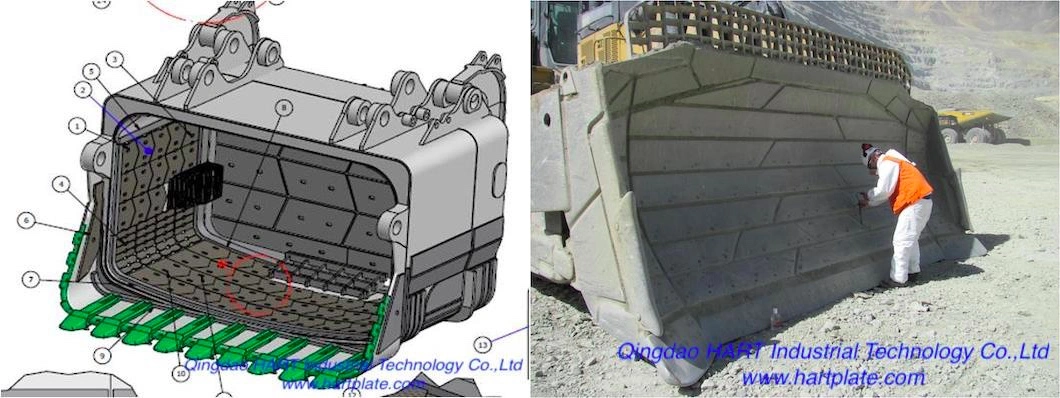
9. Applications typiques :
La plaque HART-P-100 est largement utilisée dans les industries minières, de production d'électricité (charbon), de ciment, de dragage, de production d'acier, de traitement des déchets, de production de verre et de pâtes et papiers. Certaines applications spécifiques incluent :
| INDUSTRIE | CANDIDATURES |
| Exploitation minière | Chutes, trémies, revêtements pour plates-formes de camion, lames de bulldozer, godets de pelle, godets de dragline, excavatrices |
| Ciment | Aubes directrices de séparateur, cônes de décharge pour bacs de stockage de clinker, goulottes pour convoyage de minerai de frittage, conduits de sortie pour broyeurs à clinker, trémies de réception |
| Dragage | Tuyaux et pompes de dragage, conduites d'aspiration, refoulements de pompes |
| Acier | Tuyaux et pompes de dragage, conduites d'aspiration, refoulements de pompes |
| Pouvoir | Goulottes de manutention de charbon, revêtements d'alimentation en charbon, plaques de criblage de concasseur, cônes de classificateur, revêtements de tourillon, soutes de silo |
10. Propriétés d'usure du HART-P-100 (rapport de test ASTM G65 et SGS)
*ASTM G65 est un test standard mesurant la résistance à l'abrasion par glissement à l'aide d'un appareil à sable sec/roue en caoutchouc.
| ALLIAGE DE RECHARGEMENT | ASTM G65 -- PERTE DE POIDS | DURETÉ (RC) |
| 10+10-8 | 0,162 g/6000 tours | 64,7 |
| 10+10-4 | 0,183 g/6000 tours | 63,7 |
| 10+10-2 | 0,149 g/6000 tours | 64,0 |
11. Entretien
| SERVICE | DESCRIPTION |
| Coupe | 1. Peut être découpé au plasma, au laser, au jet d'eau, à la gouge à l'arc et à la scie abrasive; 2. Ne peut pas être coupé par oxy-combustible. |
| Soudage | 1. Utilisez un consommable de 480 MPa (70 ksi) ou 560 MPa (80 ksi) pour joindre le métal de base ; 2. Après le soudage, le joint doit être recouvert d'un revêtement pour la protection contre l'usure. |
| Usinage | 1. Non usinable par les méthodes conventionnelles ; 2. Peut être fini par meulage uniquement ; 3. Les trous fraisés peuvent être produits avec précision par EDM (Electrical Discharge Machining). |
| Formant | 1. Couramment formé avec superposition à l'intérieur ; 2. Pour les tuyaux d'un diamètre inférieur à 0,6 m (24"), un tuyau de rechargement recommandé au lieu de tuyaux fabriqués à partir d'une plaque de rechargement. |
| Forage | 1. Lors du perçage, la distance entre deux trous doit être d'au moins 15 mm (5/8''); Sinon, la partition risque de ne pas être assez solide et de se fissurer ; 2. Le diamètre minimum des trous doit être égal à l'épaisseur des plaques. Pour les plaques plus épaisses d'une épaisseur totale supérieure à 20 mm (3/4''), le diamètre minimum doit être de 1,5 fois l'épaisseur de la plaque. |
12. Essais et contrôle de qualité
Nous avons documenté comment les propriétés du produit sont testées afin de nous assurer que les plaques de recouvrement répondent aux propriétés spécifiées du produit. Y compris la documentation sur le système de qualité de la partie 3D si l'étalonnage et les tests sont effectués par la partie 3D.
13. Emballage et chargement
Précédent: Plaque composite en acier en aluminium plaqué cuivre Fr4
Suivant: Tôle d'acier plaquée de cuivre de haute résistance, surface parfaite de plat plaqué de cuivre
Notre contact
Envoyer maintenant